


山东500吨/日钼钨矿选矿项目
发布时间:2026年2月28日 分类:客户案例 浏览量:36
山东500吨/日钼钨矿选矿项目采用“破碎-磨矿-优先浮选-尾矿选钨-脱水”联合工艺,该技术路线已在同类项目中成熟应用,具备高回收率、低能耗与环保合规优势,适合处理含辉钼矿与白钨矿的复杂共生矿石。
一、推荐工艺流程与技术参数
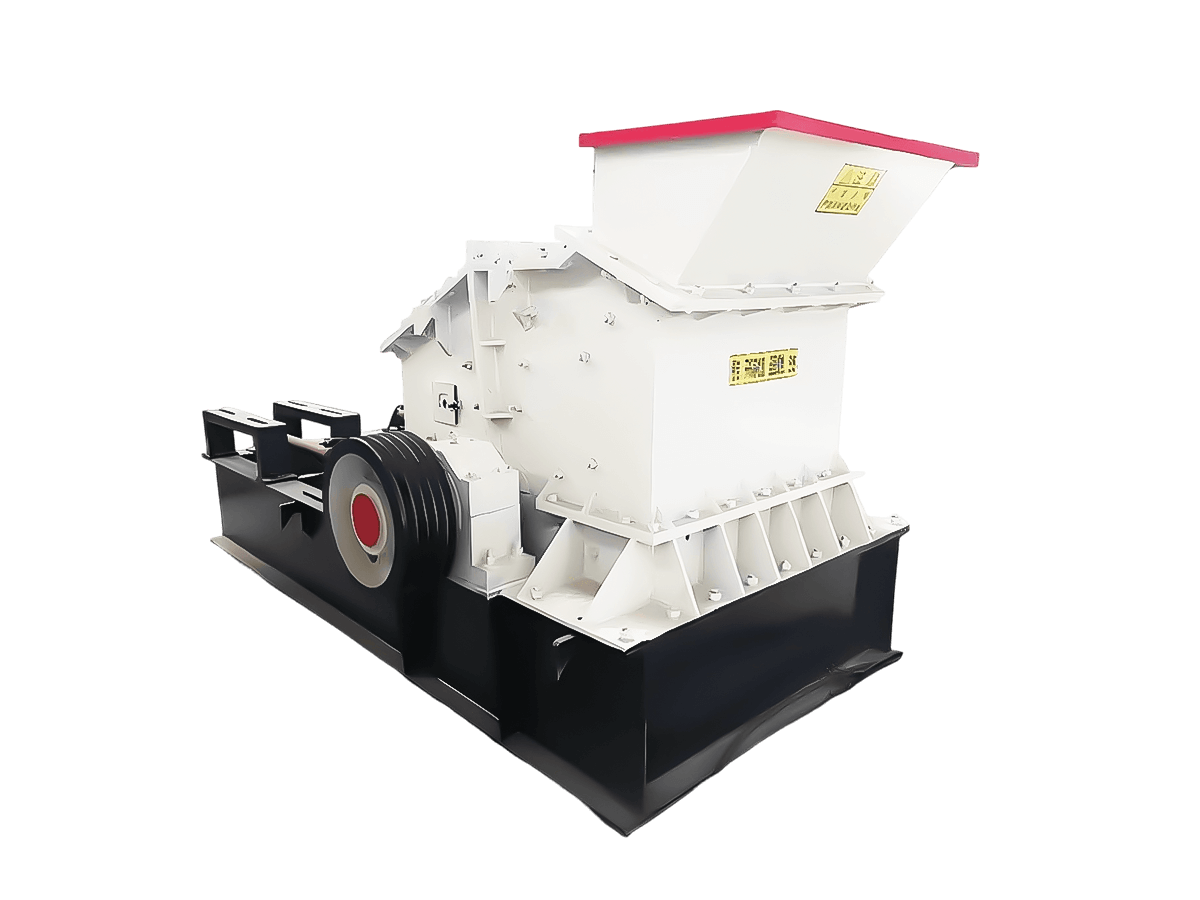
1. 破碎筛分:颚式破碎机 + 圆锥破碎机 + 振动筛,三段一闭路破碎,产品粒度≤15mm,提高磨矿效率
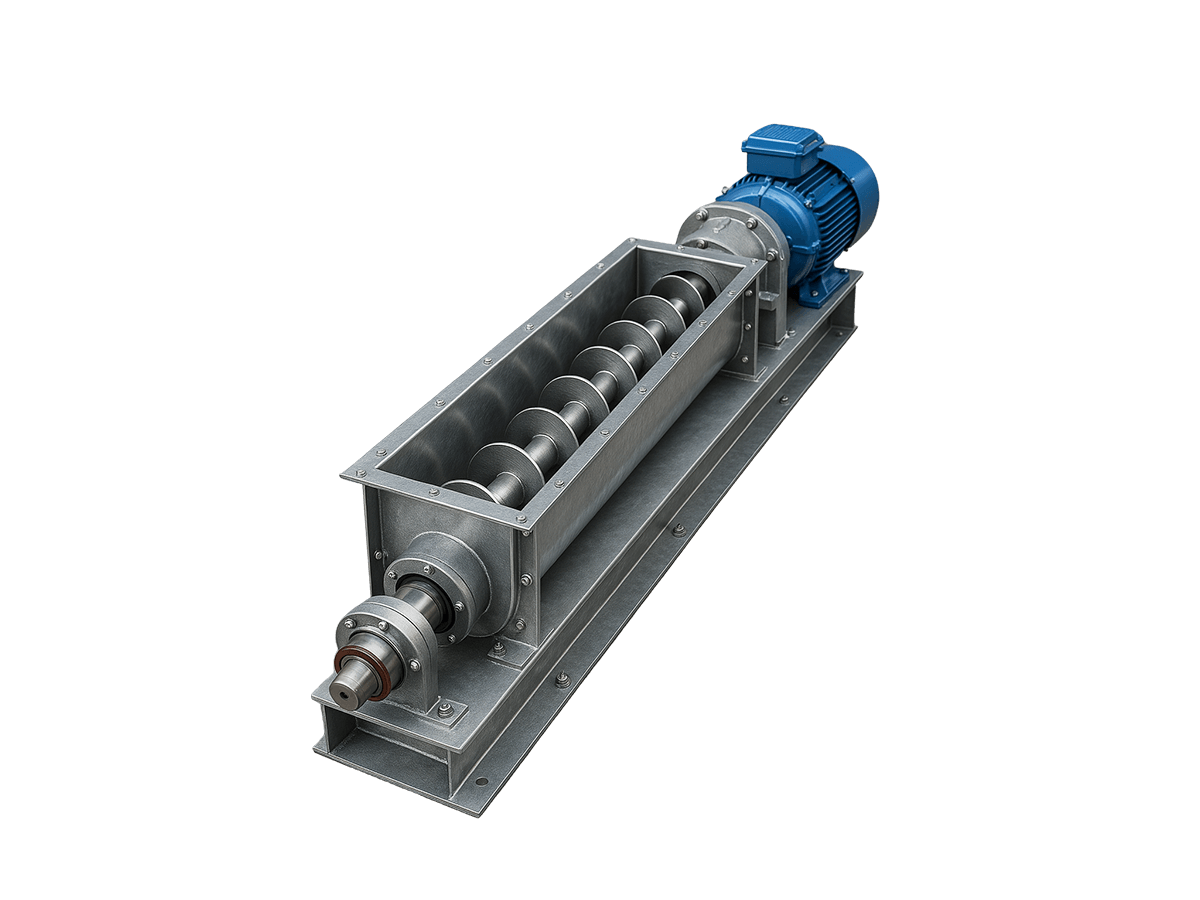
2. 磨矿分级:自磨机/球磨机 + 水力旋流器,两段闭路磨矿,控制细度为-200目占65%~70%,确保矿物单体解离
3. 浮选作业:机械搅拌式浮选机,采用“优先浮钼—尾矿选钨”流程,避免钨矿物被抑制过度
4. 钼浮选:一粗一扫多精流程,使用煤油+柴油为捕收剂,松醇油为起泡剂,石灰调节pH至8~9
5. 钨浮选:两粗四扫五精流程,浮选尾矿再经浓缩脱药后进行高温脱药与精选,提升钨精矿品位
6. 精矿脱水:深锥浓密机 + 压滤机 + 干燥机,钼精矿含水≤4%,钨精矿滤饼堆存或进一步干燥
7. 尾矿处理:尾矿干排系统,实现固液分离,回水利用率≥85%,满足绿色矿山要求
注:若矿石中黄铁矿等硫化物含量较高,需在钼精选阶段添加水玻璃或环保型抑制剂,抑制杂质上浮,提升精矿纯度。

二、关键技术控制点
-
磨矿细度精准控制
- 磨矿过粗会导致辉钼矿未充分解离,回收率下降;过细则易造成过粉碎,影响浮选泡沫稳定性。建议控制-200目占比在65%~70%之间,兼顾解离度与能耗。
-
浮选药剂制度优化
- 粗选阶段:足量捕收剂保障钼回收率,但避免过量导致精矿品位下降;
- 精选阶段:逐步增加水玻璃等抑制剂,分散矿泥并抑制脉石矿物;
- 钨浮选前:建议采用高温脱药工艺,去除残留浮选药剂,提升钨浮选选择性。
-
自动化与节能设计
- 引入PLC集中控制系统,实时监控pH值、药剂添加量、泡沫层厚度等参数;
- 推荐使用高压辊磨机替代传统细碎设备,节能降耗可达15%以上。